






PARAMETRY PRODUKTU
| Název produktu | Redukce potrubí |
| Velikost | bezešvé 1/2"-24", svařované 26"-110" |
| Norma | ANSI B16.9, EN10253-2, DIN2616, GOST17378, JIS B2313, MSS SP 75 atd. |
| Tloušťka stěny | SCH5S, SCH10, SCH10S, STD, XS, SCH40S, SCH80S, SCH20, SCH30, SCH40, SCH, 60, SCH80, SCH160, XXS, na míru atd. |
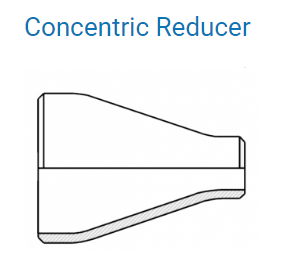
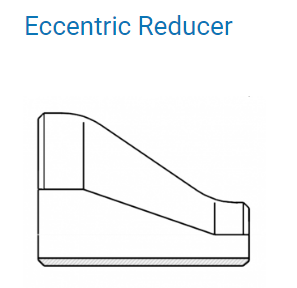
| Typ | Soustředné nebo excentrické |
| Proces | Bezešvé nebo svařované se švem |
| Konec | Zkosený konec/BE/tupý svar |
| Povrch | moření, pískování, leštění, leštění zrcadel atd. |
| Materiál | Nerez:A403 WP304/304L, A403 WP316/316L, A403 WP321, A403 WP310S, A403 WP347H, A403 WP316Ti, A403 WP317, 904L, 1,4301, 1,4307, 1,4401, 1,4571, 1,4541, 254Mo atd. |
| Duplexní nerezová ocel:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1,4462, 1,4410, 1,4501 atd. | |
| Niklová slitina:Inconel600, Inconel625, Inconel690, Incoloy800, Incoloy825, Incoloy800H, C22, C-276, Monel400, Alloy20 atd. | |
| Aplikace | Petrochemický průmysl; letecký a kosmický průmysl; farmaceutický průmysl, odsávání plynů; elektrárny; stavba lodí; úprava vody atd. |
| Výhody | skladem, rychlejší dodací lhůta; k dispozici ve všech velikostech, na míru; vysoká kvalita. |
POUŽITÍ OCELOVÉHO TRUBKOVÉHO REDUKTORU
Ocelové reduktory se používají v chemických továrnách a elektrárnách. Díky nim je potrubní systém spolehlivý a kompaktní. Chrání jej před jakýmkoli nepříznivým nárazem nebo tepelnou deformací. Když jsou v tlakovém okruhu, zabraňují jakémukoli úniku a snadno se instalují. Redukce s niklovým nebo chromovým povlakem prodlužují životnost výrobku, což je užitečné pro potrubí s vysokým obsahem páry, a zabraňují korozi.
TYPY REDUKTORŮ
Koncentrické redukce se široce používají, zatímco excentrické redukce se používají k udržení úrovně horní a spodní části potrubí. Excentrické redukce také zabraňují zachycování vzduchu uvnitř potrubí a koncentrické redukce odstraňují hlukové znečištění.
VÝROBNÍ PROCES OCELOVÉHO TRUBKOVÉHO REDUKTORU
Pro výrobu reduktorů existují rozmanité výrobní procesy. Ty se vyrábějí ze svařovaných trubek s požadovaným výplňovým materiálem. Trubky EFW a ERW však reduktor použít nelze. Pro výrobu kovaných dílů se používají různé metody, včetně tváření za studena a za tepla.
DETAILNÍ FOTOGRAFIE
1. Zkosený konec dle ANSI B16.25.
2. Před válcováním písku nejprve proveďte hrubý leštění, povrch bude pak mnohem hladší.
3. Bez laminace a prasklin.
4. Bez jakýchkoli oprav svarů.
5. Povrchová úprava může být mořená, pískovaná, matná, leštěná do zrcadla. Cena se samozřejmě liší. Pro vaši informaci, pískovaný povrch je nejoblíbenější. Cena pískování je vhodná pro většinu klientů.
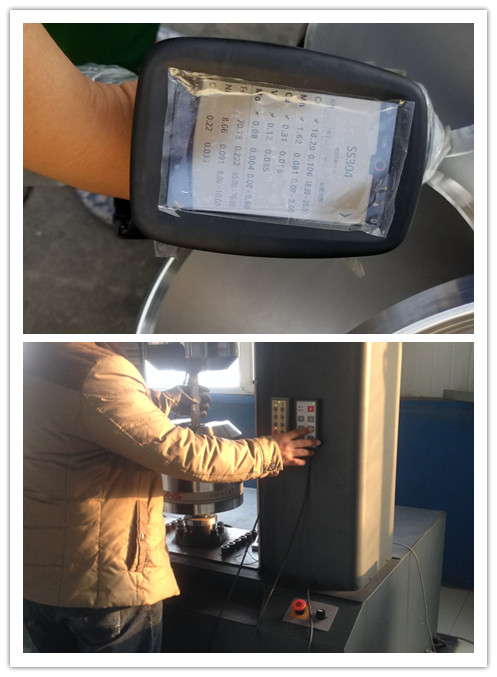
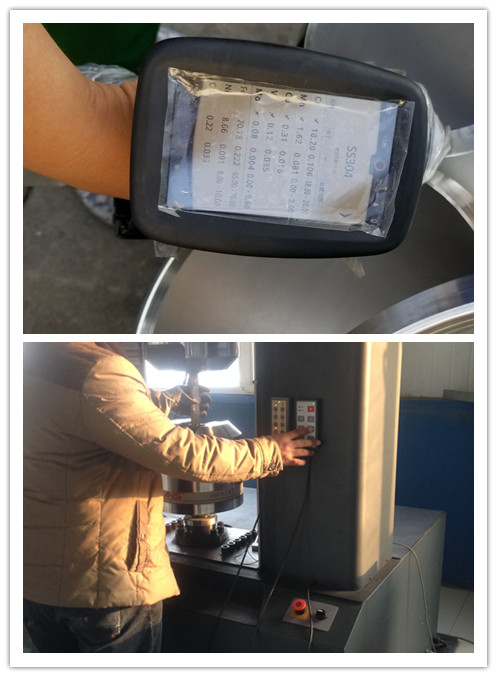
INSPEKCE
1. Měření rozměrů, vše v rámci standardní tolerance.
2. Tolerance tloušťky: +/- 12,5 % nebo na vaši žádost.
3. PMI
4. PT, UT, rentgenové vyšetření.
5. Přijměte kontrolu třetí stranou.
6. Dodávka MTC, certifikát EN10204 3.1/3.2, NACE
7. ASTM A262 praxe E

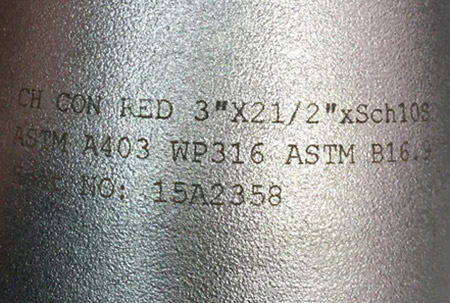
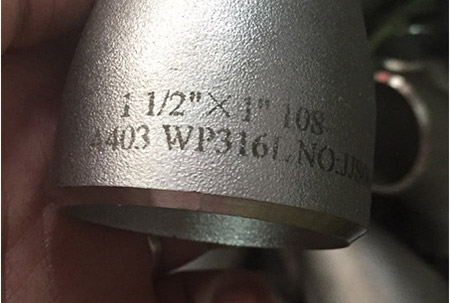
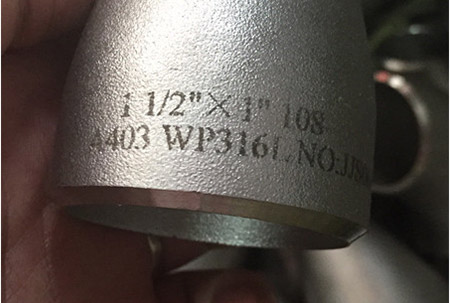
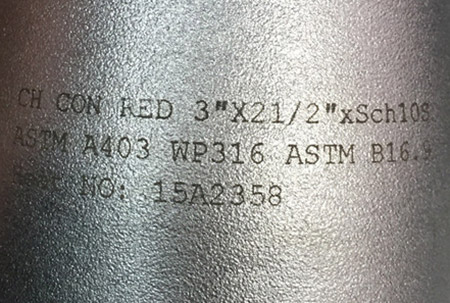
OZNAČENÍ
Na vaše přání můžeme provést různé značení. Přijímáme i značení vašeho loga.
BALENÍ A DOPRAVA
1. Baleno v překližkové bedně nebo překližkové paletě.
2. Na každý balík přiložíme balicí seznam.
3. Na každý balík umístíme přepravní označení. Slova označení jsou na vaše vyžádání.
4. Všechny dřevěné obalové materiály nepodléhají fumigaci.

Ocelové reduktory se používají v chemických továrnách a elektrárnách. Díky nim je potrubní systém spolehlivý a kompaktní. Chrání jej před jakýmkoli nepříznivým nárazem nebo tepelnou deformací. Když jsou v tlakovém okruhu, zabraňují jakémukoli úniku a snadno se instalují. Redukce s niklovým nebo chromovým povlakem prodlužují životnost výrobku, což je užitečné pro potrubí s vysokým obsahem páry, a zabraňují korozi.
Koncentrické redukce se široce používají, zatímco excentrické redukce se používají k udržení úrovně horní a spodní části potrubí. Excentrické redukce také zabraňují zachycování vzduchu uvnitř potrubí a koncentrické redukce odstraňují hlukové znečištění.
Pro výrobu reduktorů existují rozmanité výrobní procesy. Ty se vyrábějí ze svařovaných trubek s požadovaným výplňovým materiálem. Trubky EFW a ERW však reduktor použít nelze. Pro výrobu kovaných dílů se používají různé metody, včetně tváření za studena a za tepla.

Detailní fotografie
1. Zkosený konec dle ANSI B16.25.
2. Před válcováním písku nejprve proveďte hrubý leštění, povrch bude pak mnohem hladší.
3. Bez laminace a prasklin.
4. Bez jakýchkoli oprav svarů.
5. Povrchová úprava může být mořená, pískovaná, matná, leštěná do zrcadla. Cena se samozřejmě liší. Pro vaši informaci, pískovaný povrch je nejoblíbenější. Cena pískování je vhodná pro většinu klientů.
Inspekce
1. Měření rozměrů, vše v rámci standardní tolerance.
2. Tolerance tloušťky: +/- 12,5 % nebo na vaši žádost.
3. PMI
4. PT, UT, rentgenové vyšetření.
5. Přijměte kontrolu třetí stranou.
6. Dodávka MTC, certifikát EN10204 3.1/3.2, NACE
7. ASTM A262 praxe E
Označení
Na vaše přání můžeme provést různé značení. Přijímáme i značení vašeho loga.

Balení a doprava
1. Baleno v překližkové bedně nebo překližkové paletě.
2. Na každý balík přiložíme balicí seznam.
3. Na každý balík umístíme přepravní označení. Slova označení jsou na vaše vyžádání.
4. Všechny dřevěné obalové materiály nepodléhají fumigaci.
Potrubní tvarovky jsou klíčovými součástmi potrubního systému, které se používají ke spojování, přesměrování, odklonu, změně velikosti, utěsnění nebo regulaci průtoku kapalin. Nacházejí široké uplatnění v oblastech, jako je stavebnictví, průmysl, energetika a komunální služby.
Klíčové funkce:Může vykonávat funkce, jako je spojování potrubí, změna směru proudění, dělení a slučování toků, úprava průměrů potrubí, utěsnění potrubí, řízení a regulace.
Rozsah použití:
- Zásobování a odvodnění budovy vodou:Pro vodovodní sítě se používají PVC kolena a PPR tris.
- Průmyslové potrubí:Pro přepravu chemických médií se používají příruby z nerezové oceli a kolena z legované oceli.
- Přeprava energie:Vysokotlaké ocelové potrubní tvarovky se používají v ropovodech a plynovodech.
- HVAC (vytápění, větrání a klimatizace):Měděné tvarovky se používají k propojení chladicích potrubí a pružné spoje se používají k tlumení vibrací.
- Zemědělské zavlažování:Rychlospojky usnadňují montáž a demontáž zavlažovacích systémů.
-

ANSI B16.9 nerezová ocel 45 stupňů tupý svar ...
-

DN500 20 palců Legovaná ocel A234 WP22 bezešvé 90...
-

uhlíková ocel nízkoteplotní ocel ohybové koleno s ...
-

ANSI B16.9 tupé svařování potrubí z uhlíkové oceli ...
-

ANSI b16.9 36 palců, schéma 40, tupé svařování uhlíkových...
-

ASTM B 16.9 Trubkové tvarovky z uhlíkové oceli pro tupé svařování...



